Additive Manufacturing and the U.S. Army’s Improved Turbine Engine
Mallory Smith James
Production Engineer. Combat Capabilities Development Command,
Aviation & Missile Center, System Readiness Directorate,




Aviation Turbine Engines Project Office
Overview
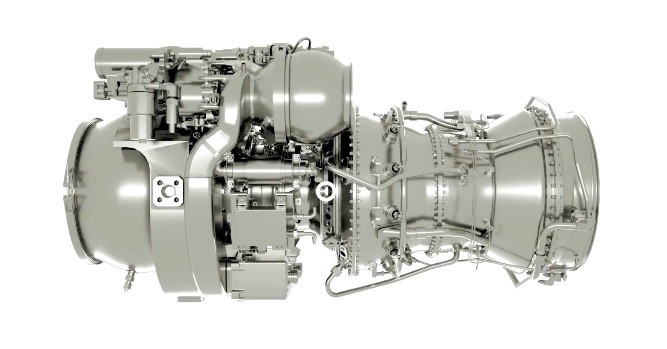
The Improved Turbine Engine Program (ITEP), managed by the US Army’s Aviation Turbine Engines Project Office (ATE PO), selected General Electric’s T901 turboshaft engine to replace the T700 family of engines in the H-60 Black Hawk and AH-64 Apache helicopters. The Army has also selected the T901 for their Future Vertical Lift (FVL) Future Attack Reconnaissance Aircraft (FARA) Competitive Prototype Program. The new engine (Figure 1) is required to provide necessary additional power for the high and hot environment in which today’s aircraft platforms must operate (6,000 feet altitude and 95° Fahrenheit outside air temperature).
To achieve the Army’s goals of 50% more power and 25% better specific fuel consumption while minimizing engine weight and cost, GE Aviation is utilizing Direct Metal Laser Melting (DMLM) additive manufacturing of complex engine components which were previously built up from cast or machined parts assembled using specialized welding or brazing. DMLM is also known in the industry as Laser Powder Bed Fusion (LPBF). According to SAE International, LPBF is defined as the “additive manufacturing process in which thermal energy supplied by one or more laser(s) selectively fuses regions of a powder bed.”[i] In basic terms, a LPBF machine consists of a build platform over which a laser or lasers will melt specific areas of metal powder to fuse together a structure. After each layer is built, a recoater arm will distribute another layer of powder across the build platform from a powder reservoir. This process continues until the part structure is completed, after which loose powder must be evacuated from the build chamber and the build platform removed to allow for the structure to be cut off the build plate. A schematic of the LPBF process can be seen in Figure 2.
Why Additive?
Additive manufacturing (AM) enables significant component piece part reduction and improved reliability while reducing cost and weight.[ii] For example, GE combined more than 50 separate parts that make up the T700 lubrication system B-sump into one component for T901 (seen in Figure 3). The AM T901 B-sump is 20% lighter than it would have been using conventional manufacturing approaches. Additional benefits of AM include performance improvements, enhanced geometrical complexity, as well as development and manufacturing cycle time reductions. GE Aviation brings a wealth of commercial AM experience to the T901, including over 716 million flight hours on LEAP, GE9X, and GEnx engines that utilize additive components. For additive development, GE utilizes their Additive Technology Center in West Chester Township, Ohio. This facility has over 90 3D printing machines and a skilled team of designers, machinists, and engineers who develop and mature manufacturing processes that are eventually turned over to GE’s additive production facilities in Cameri, Italy and Auburn, Alabama.[iii] In 2016, GE purchased Concept Laser, a German manufacturer of DMLM machines, as well as Arcam AB, who makes printers and additive metal powders. This significant investment enabled GE to exercise more control over the critical aspects of the AM supply chain. GE utilizes two different commercially available machines to manufacture T901 components for Engineering and Manufacturing Development (EMD).
Leveraging Additive
It is important to note that the extent of qualification requirements and the supply chain footprint for additively manufactured hardware is not the same across applications. Requirements for the aviation community are particularly stringent to ensure the safety and airworthiness of these products throughout the engine lifecycle. Additionally, aviation-grade hardware will likely requires more significant post-processing operations than non-critical applications. Some of these steps include Hot Isostatic Press (HIP), solution and age heat treatments, or surface finish treatments to improve additively manufactured component service lives. Each of these processes requires specialized equipment, qualified and controlled processes, and a skilled workforce.
As with any new technology, standardization organizations need time to develop best practices and make them available to the general public. In earlier phases of research and development, many of the process parameters, controls, standards, and specifications are closely-held proprietary documents unique to each company exploring the technology. Many of the proprietary documents and processes result from significant private investments in maturing additive materials and processes and the competitive advantage that comes with cutting edge applications. As the technology matures, some of this information will likely become more readily available via standardization bodies, academia, and government agencies efforts. Until then, defense programs may face some challenges in contracting and technical oversight specific to additive manufacturing. Strategies for how to manage and overcome these challenges are discussed in the Recommendations section later in the paper.
Some of the benefits of additive manufacturing, specifically reduced cycle times and new supply chain availability for historically difficult to source components, naturally attract legacy systems to the technology. In many cases in aviation, a change in manufacturing process requires component redesign, validation and delta qualification efforts in order to adapt the technology to older applications. Since incorporating AM into legacy applications consumes precious time and funding, the simplest approach is to consider additive from the beginning for new systems still in their design and development phase, like the T901. Design techniques like topology optimization, which optimizes a component’s layout based on a set of constraints, can be applied during the initial system design to help identify good candidates for AM. After technical considerations, business case analyses should confirm that additive is the right manufacturing technique from a cost perspective as well. When older systems are adapted for AM, relevant considerations may already be heavily constrained by existing design features, the envelope a component must fit into, interfacing features, funding constraints, or program schedule.
Industrialization
GE Aviation has experience with smaller additively manufactured components in high volume production, including the LEAP fuel nozzle (Figure 4). GE manufactured its 30,000th[iv] fuel nozzle in 2020[v] at GE’s production facility in Auburn, Alabama which now utilizes more than 50 printers.[vi] While some learning for transitioning additive parts to an industrial, high volume environment will translate regardless of the part size, there are some unique challenges posed by larger components. For example, smaller components that are manufactured with multiple copies of the same part on one build plate can leverage more aggressive destructive sampling plans to ensure product quality and safety. In comparison, larger components must rely on smaller samples or coupons produced on the build plate with the part and supplement with nondestructive evaluation methods. While these smaller samples do give insight into the success of the build, they often lack the unique geometrical features and thermal history that a full-scale component would provide. Furthermore, larger components tend to have longer print times, meaning if there are problems in a build that aren’t found until the end of a print, then yield rates, factory utilization, and productivity suffer. To address these challenges and potentially reduce costs associated with destructive testing, industry and academic research and development efforts are pursuing in-situ process monitoring as an enabling technology for high volume production of these larger components.
Production of larger additive components in higher volumes is a growing priority for one of GE’s new commercial engines, the Catalyst, which like the T901 uses AM for large structural components. If the Catalyst program proceeds with their production transition in 2021-2022[vii], they would produce additive components for approximately 300 engines per year at their Avio Aero (a GE Aviation business) facility in Brindisi, Italy.[viii] The Catalyst transition to a high volume environment for large parts could benefit ITEP, as any learning from this transition would be applied to T901. The T901 engine is currently scheduled to start Low Rate Initial Production (LRIP) in Fiscal Year (FY) 2025 and Full Rate Production (FRP) in FY 2027 with a smaller forecasted annual production rate than Catalyst.
Future Development
Looking into the future towards ITEP’s transition into LRIP and then FRP, there are several technology and manufacturing maturation opportunities that could increase productivity and result in lower product cost. A key area of development for GE Aviation is a new GE Additive machine called the Concept Laser M Line Factory (Figure 5). Currently, the machines printing T901 hardware utilize one laser per part. In the case of the M2, its two lasers can produce two smaller parts at once without interacting with each other (called cloning), but the ratio of laser to part is still one-to-one. The M Line will introduce multi-laser stitching for T901, where four lasers will work together to print the same component. M-Line’s four laser system is expected to provide significant cost savings and productivity improvements. This capability can considerably reduce a component’s build time, but the material property characterization and specific techniques for areas on a part where the lasers interact needs additional development to ensure the technology is mature enough for T901 production. SLM solutions was the first company to release a 2 laser system: their initial research indicates that laser misalignment poses a challenge to ensuring quality and repeatability of the seams on components printed using multi-LPBF and highlights the need for continued development by machine manufacturers and users. In some instances, laser misalignment can leave witness marks or even lack of fusion defects in the stitched regions of components.[ix] The M Line also introduces increased modularity and automation which can reduce cycle time, simplify powder supply and removal, and improve laser utilization.[x] Finally, it has a larger build volume which will result in easier production of the T901’s largest additive component, the front frame (Figure 6), which is currently manufactured as two pieces because it exceeds the build envelope of its current qualified printer in the z-axis.
Other maturing areas of the technology are powder reuse and melt pool monitoring. Spatter and oxidation can occur within an additive build and raise concerns about the ability to reuse the leftover powder for more critical applications like aviation. The ability to re-sieve and test powder to ensure it still meets specified requirements, such as particle size distribution, powder morphology, and chemistry after multiple or even indefinite cycles of use saves significantly in raw material costs. In-situ melt pool monitoring would provide a metric to identify problems right away during a build, allowing operators to intervene to potentially save a component, or to stop the print and scrap the asset without completing the build and waiting for a non-destructive evaluation to identify the problem. Additionally, in-situ process monitoring might eventually enable the reduction or elimination of costly non-destructive evaluations such as computed tomography and ultrasonic inspections.
Recommendations
Due to the novelty of the technology, there are several challenges defense acquisition programs may face with respect to additive manufacturing. A variety of challenges stem from intellectual property, including technical oversight challenges with validation of industry partners’ processes against sparsely available third party standards and the Army’s ability to stand up organic or competitive spare and repair capabilities of additive hardware.
Compared with more mature technologies (such as welding, casting, or composites) there are fewer third party standards prescribing best practices for additive materials and process qualification and control. For ITEP, oversight efforts indicate that GE’s qualification plans and supply chain infrastructure for AM are robust, but the methodology to oversee these efforts continues to mature as third party validation tools become more readily available. Each discussion or technical review provides another layer of understanding, and the Government continues to collaborate with GE in order to verify the full depth of requirements and data artifacts involved.
Based on ITEP’s experiences leveraging AM, increased standardization would benefit ongoing and future efforts. Just as the Government requires ISO 9000 or AS9100 for Quality Management or SAE International’s Aerospace Material Specifications (AMS) for traditionally manufactured materials, additive manufacturing industry standards could be added to a program’s statements of work or technical drawings to avoid relying solely on company-specific proprietary requirements.
NASA’s Marshall Space Flight Center (MSFC) has developed and published two publicly available documents, MSFC-STD-3716, “Standard for Additively Manufactured Spaceflight Hardware by Laser Powder Bed Fusion in Metals” and MSFC-SPEC-3717, “Specification for Control and Qualification of Laser Powder Bed Fusion Metallurgical Processes”. These documents have been valuable references in ITEP’s Contractor oversight endeavors during EMD. Two important requirements imposed by NASA are an Additive Manufacturing Control Plan and Part Production Plan. These documents detail a manufacturer’s plan for implementing and complying with the agency’s requirements, and later become the tools used for verification of the requirements.[xi] Since third party standards were not available during ITEP’s EMD requirements and contracts development activities, the program does not have any requirements for formal deliverables documenting the internal specifications, processes, and quality management system used to address many of the areas the MSFC documents discuss. Instead, topics including AM design documentation, feedstock, facility control, machine qualification and calibration, digital thread, inspection methods, personnel training, statistical process control and post-processing have been discussed during GE-facilitated training sessions and informal Additive Manufacturing Working Groups as special topics or concerns arise.
More recently in January 2020, the Aerospace Industries Association, in collaboration with the Federal Aviation Administration and industry participants, released a report entitled Recommended Guidance for Certification of AM Components. Similar to a specification or standard, this document makes use of “shall” statements to recommend requirements “for inclusion within future consensus standards, regulatory policy, or guidance.”[xii] While both resources make similar recommendations, the AIA resource is perhaps more applicable to ITEP than the NASA standards due to higher production volumes for aviation hardware than spaceflight hardware. Unfortunately, the AIA paper was not yet available at the beginning of ITEP EMD, therefore the NASA standards were more heavily utilized for validation efforts in the absence of third party consensus standards specific to aviation.
Several standardization bodies have efforts underway to develop specifications and standards and a few have been released. However, ITEP’s development program was already well underway and contracts in place before many of these documents became available. Future Department of Defense (DoD) programs utilizing AM should benefit from the increasing availability of third party standardization when included in a program’s contractual statement of work. Third party standardization can aide in technical oversight as well supplement industry counterparts’ privately developed standards and specifications.
SAE International’s Aerospace Material Specification for Laser Powder Bed Fusion Process, AMS 7003, defines key process variables relative to LPBF. According to the specification, manufacturers shall establish values, tolerances, and measurement frequencies for each of the metrics shown in the table in Figure 7. For T901, GE manages each of these variables (and several more that are not called out explicitly by SAE International) via company specifications, technical plans, and work instructions. Ideally, other DoD programs could impose AMS 7003 or similar standards in their contract or their product’s technical data package. In this manner, the Government could formally validate a Contractor’s internal additive processes and standards against a consensus-based industry standard. Additionally, Data Item Descriptions could be developed to partner with these third-party standards as they’re released. Programs could then use these requirements in their contracts’ statements of work to prescribe requirements for contract deliverables to supplement the Government’s technical oversight of additive technologies.
Efforts are on-going to determine how the Army will maintain and sustain this technology. Component life, repair strategies, and product costs are all considered to determine which components might be organically repaired or spared in an Army depot, whereas some components will intentionally be sourced from the original manufacturer for the foreseeable future. The technical data that the Army will receive in EMD will not be enough to stand up an organic additive manufacturing capability for T901 spares, should that be the Army’s eventual desire. Many of the key process variables that must be adequately defined and controlled to produce compliant, consistent hardware represent gaps in the program’s technical data deliverables. The Army does not presently have the expertise to independently address these gaps, and even if that skillset matured in the future, it remains unknown whether an organic additive manufacturing source would demonstrate compliance to airworthiness requirements. New and innovative licensing strategies may be a different option to mitigate the need for outright acquisition of expensive intellectual property or reverse engineering efforts.
Continued investment in research and development activities with academia, other government agencies, and industry will help the DoD achieve its AM goals. Internally, there are benefits to building a team of Army AM experts with first-hand experience. Greater investment in Government-led, hands-on projects involving design for additive, material characterization, machine capabilities, and post-processing techniques would help Government engineers gain equal footing with their industry and academic counterparts and better inform oversight of industry’s additive processes. Deepening and broadening first-hand development opportunities for the Army’s AM experts will prove critical if the Army needs to address gaps in technical data and manufacturing capabilities to recreate additive processes within the Organic Industrial Base.
Although the field of additive manufacturing has existed for several decades, laser powder bed fusion applications in aviation are still very new. Interest and investment has largely focused on applying AM to legacy systems, but equal or more opportunity lies in leveraging it into the design, development, and qualification of new systems. In order to achieve the mature organic AM capability that the Army desires, it must provide more first-hand opportunities for Army engineers to engage in additive projects and emphasize the value of incorporating additive early in the design and development of new systems. By maturing its own expertise, the Army can enable more significant contributions in additive manufacturing technology, including multi-laser development, in-situ process monitoring, and standardization efforts, and can rely less on industry and industry’s intellectual property. ITEP’s continued collaboration with both Army and industry AM experts to advance these goals will ensure the benefits of the technology are maximized, not only for the Army’s newest engine, but also to enable the best solutions for the warfighter for generations to come.
[i] SAE International (2018, June). AMS 7003: Laser Powder Bed Fusion Process.
[ii] GE Aviation (n.d). The T901 Turboshaft Engine. https://www.geaviation.com/military/engines/t901-turboshaft-engine
[iii] https://www.ge.com/news/reports/3d-printed-age-futuristic-ohio-factory-proving-mark-twain-wrong
[iv] GE Aviation, Gatlin, E. and Eschenbach, J., 2021. [email].
[v] GE Aviation, Gatlin, E. and Eschenbach, J., 2021. [email]
[vi] GE Additive (2018, October 4). New manufacturing milestone: 30,000 fuel nozzles. https://www.ge.com/additive/stories/new-manufacturing-milestone-30000-additive-fuel-nozzles
[vii] GE Aviation, Gatlin, E. and Eschenbach, J., 2021. [email]
[viii]Metal AM (2019, August 7). Avio Aero begins AM part production for new Catalyst engine in Salento. https://www.metal-am.com/avio-aero-begins-am-part-production-for-new-catalyst-engine-in-salento/
[ix] Grylls, R. (2017, March 28). Multiple Lasers in Metal AM a Blessing and a Bane. Retrieved October 21, 2020, from https://www.sme.org/technologies/articles/2017/march/multiple-lasers-in-metal-am-a-blessing-and-a-bane/
[x] GE Additive (n.d.) GE Additive Machines: M Line Factory. https://www.ge.com/additive/additive-manufacturing/machines/dmlm-machines/m-line-factory
[xi] National Aeronautics and Space Administration (2017, October 18). MSFC-STD-3716: Standard for Additively Manufactured Spaceflight Hardware by Laser Powder Bed Fusion in Metals.
Social Sharing